
 新着情報
新着情報 協会案内
協会案内 公益支援事業
公益支援事業 公益自主事業(九州技報)
公益自主事業(九州技報) 水辺だより
水辺だより 講習会
講習会 ConFlex
ConFlex 利用規約
利用規約 各ポリシー
各ポリシー 謝辞
謝辞 お問い合わせ
お問い合わせ鋼構造物塗替え塗装の最近の動向と課題
国立研究開発法人 土木研究所
先端材料資源研究センター
上席研究員(先端材料・高度化担当)
先端材料資源研究センター
上席研究員(先端材料・高度化担当)
新 田 弘 之
国立研究開発法人 土木研究所
先端材料資源研究センター
上席研究員(シーズ実用化担当)
先端材料資源研究センター
上席研究員(シーズ実用化担当)
冨 山 禎 仁
1.はじめに
わが国では、インフラの老朽化の急速な進行が問題になっており、例えば道路橋では建設50 年を超えるものの割合は、平成25 年で16% であったものが、令和5 年には40% を占めるまでになると試算されている1)。このため、インフラの長寿命化のための行動計画が作成され、各方面で取り組みが進められている。
鋼橋などの鋼構造物を長寿命化するためには、鋼材を腐食から守ることが必須である。鋼材の防食として、塗装をするのがごく一般的である。鋼構造物用の塗装は高耐久を求めて、これまで仕様が何度も見直されてきた。しかしそれでも、供用期間が進むにつれ劣化していき、外観が悪化するだけでなく防錆機能も低下し、ついには塗替えが必要になる。塗替えにおいては、古い塗膜や錆を除去してから塗装が行われるが、旧塗膜に有害物質が含まれる場合の対応や、素地調整の際の残存塩などによる早期劣化が問題になる場合がある。これに対して、各方面で対応技術の開発が進んでいる。
本稿では、塗替え塗装に関して、様々な工法の開発が進む素地調整に関する技術と、耐久性や環境性能の向上が期待される新しい塗料について、最新の技術動向や課題などを紹介する。。
2.素地調整に関する最近の技術動向
2.1 概要
塗装面の下地処理のことを素地調整というが、塗替え塗装の際は、新設と異なり旧塗膜や錆などが存在し、これらを適切に除去して、塗装の適切な下地を現場で作り出さなければならない。しかし、この作業は簡単ではなく、狭隘部など素地調整が困難な箇所が存在し、素地調整不足により早期劣化が起こることもある。また、錆や塩分などを完全に除去できない場合もあり、これも耐久性へ影響しているとみられる。そこで、狭隘部でも施工できる工法や、塩分除去も期待できる工法が開発されてきているので、ここで紹介する。
また、旧塗膜には鉛化合物、六価クロム、PCBといった有害物質が含まれていることがある。これらの含有が認められたときは、拡散して周囲に影響を及ぼさないように安全に回収する必要がある。飛散させずに回収する方法の一つとして、塗膜剥離剤の使用があるが、最近、その他の工法も開発されているので紹介する。さらに、塗膜剥離剤においては、より安全で効果的な剥離剤の開発がすすめられ、現場での使用量も増えているが、最近、剥離作業中の火災や中毒事故が起きており、より一層の安全対策が必要となっている。安全対策について情報についても紹介する。
2.2 ブラスト、動力工具などの技術動向
これまで、素地調整には、ブラストや動力工具が用いられてきた。それぞれ実績のある方法であるが、近年ではそれらをさらに改良して、これまでのデメリット部分を改善したり、適用範囲を広げたりしている。
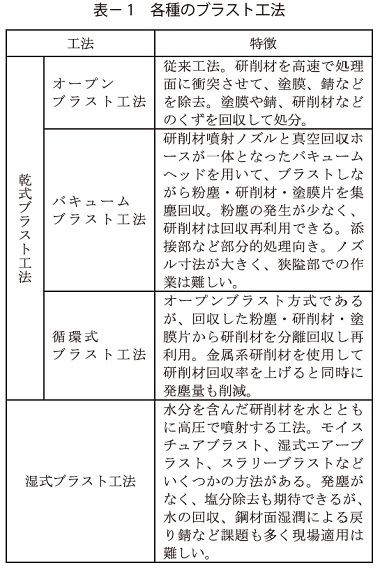
ブラスト工法は、塗膜剥離と同時に塗装面の下地処理が行える優れた工法である。一方、粉塵が多量に発生して作業環境が厳しい、ブラスト研削材と塗膜くずは一緒に出るため、廃棄物量が多くなる、狭隘部での施工がしにくいなど課題もあった。これに対して、近年、様々なブラストが開発され施工されるようになってきた。表- 1 にいくつかのブラスト工法と特徴を示す。従来工法以外にも選択肢が増えるとともに、狭隘部やボルト接合部などにも適用可能なブラストノズル等も普及しつつあり、施工箇所にあった方法を選ぶことで、仕上がりの向上、作業効率の向上、環境性能の向上などが期待できる。
一方、素地調整工法としてブラスト処理が適用できない場合などではディスクサンダーなどの動力工具処理が行われている。しかし従来の動力工具では、錆や塩分を十分に除去することができず、早期の再劣化に繋がることが問題となっていた。図- 1 に示す縦回転式動力工具は、金属ブラシの先端を鋼材に高速で打ち付けることにより塗膜や錆を除去する動力工具の一種であり、ブラスト処理面に近い清浄度や表面粗さが得られるとされている。

2.3 電磁誘導加熱式塗膜剥離工法
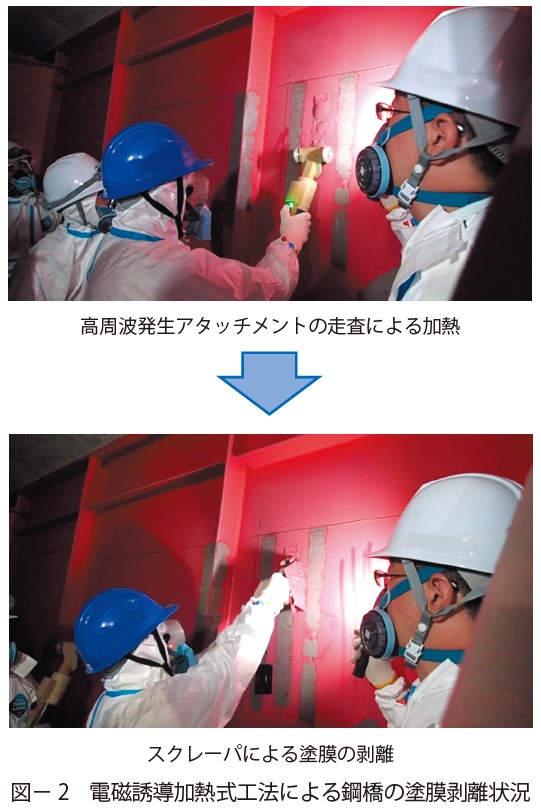
電磁誘導加熱(IH)式塗膜剥離工法は、電磁誘導加熱の原理を利用した加熱ヘッドにより鋼材表面を加熱することで塗膜と鋼板との付着を破壊し、その後スクレーパなどを用いて剥離した塗膜を除去する工法である(図- 2)。加熱範囲は加熱ヘッドの直下のみで、塗膜が剥離する鋼板温度は、メーカ公称値で 140 ~ 240℃と言われており、鋼材に対して影響の無い範囲の加熱とされている。鋼材表面に粗さを付与する効果はないため、塗膜の剥離後には別途素地調整の工程が必要となる。
2.4 レーザークリーニング技術
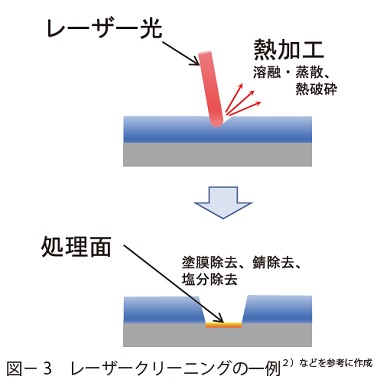
レーザーを使った塗膜除去、錆除去技術も使用されるようになっている。レーザークリーニングの一例を図- 3 に示す。レーザーを使った塗膜除去では、塗膜や錆の除去と同時に塩分の除去ができるばかりでなく、機器も比較的軽量でブラストの切削材のようなものが飛散しないなど、作業員の身体への負荷も小さい。また光が当たればクリーニングができるので、狭隘部などでも作業できる。すでに、レーザーを用いた除錆度の測定法がJIS Z 2358 として出されるなど、環境整備も進んでいる。なお、レーザーはあくまでも塗膜除去、錆除去、塩分除去のための作業である。レーザー照射によって鋼材表面には酸化皮膜ができてしまうため、この上にそのまま塗装をすると、塗膜の下に不安定な層が残ったままになり、確実に耐久性のある塗装は形成できないので、別途素地調整の工程が必要となる。
レーザークリーニングの装置は、国内外で開発が進んでおり、土木構造物用に用いられるのは現場に持ち運んで使用できるものとなる。現在までのところ、コストは従来工法より高くなる見込みであるが、塩分除去、騒音低減、ボルト回りなど複雑な形状の箇所、狭隘部など、従来工法で対応が難しい箇所への適用には期待できる工法と考えられる。

2.5 塗膜剥離剤使用時の安全対策
旧塗膜に鉛やクロム、PCB が含まれる場合、これらの飛散により作業員や周辺環境へ影響が懸念されるため、図- 4 のような塗膜剥離剤による旧塗膜の除去が推奨される。
塗膜剥離剤は高級アルコールの一種であるベンジルアルコールが使われているものが多い。最近、塗膜剥離作業中の火災事故や中毒事故が発生しており、事故を起こさないための対策の徹底が必要となっている。このような状況において、厚生労働省からも「剥離剤を使用した塗料の剥離作業における労働災害防止について(令2・8・17 基安化発0817 第1 号;一部改正 令2・10・19 基安化発1019 第1 号)」「剥離剤を使用した塗料の剥離作業における労働災害防止について(再注意喚起)(令3・4・30 基安化発0430 第1 号)」が通知され、剥離剤を使用する作業において発生した労働災害の事例、剥離剤に含まれる化学物質の危険有害性、剥離剤を使用する作業において講ずべき措置などが示されている。
塗膜剥離剤製品に含有する化学物質が「特定化学物質障害予防規則」「有機溶剤中毒予防規則」等の法令で規制されているか否かに関わらず、当該化学物質の危険有害性を安全データシート(SDS)等により正しく把握した上で、「建設業における有機溶剤中毒予防のためのガイドラインについて(平9・3・25 基発第197 号)」等に記載された内容も踏まえ、保護具(マスク、手袋、メガネ等)の着用、作業場の換気、可燃性ガス濃度の測定等、健康障害防止や火災防止に努めなければならない。
3.塗料に関する最近の技術動向
3.1 概要
ここでは、最近流通している塗替え塗装後の再劣化の発生抑制を目的とした塗料について、塗料の紹介と性能評価方法の開発状況について紹介する。
また、塗替え塗装において、火災安全性の面や環境面から注目される水性塗料の鋼構造物用塗料としての導入状況や課題、開発状況についても紹介する。
3.2 高耐久化
3.2.1 再劣化抑制を目標とした塗料
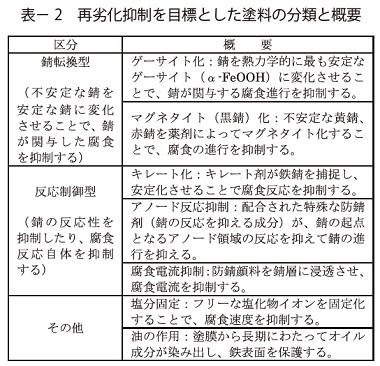
既設の鋼構造物の防食補修を行うに当たり、補修後の再劣化までの期間を長くするには、発生している錆や付着塩分を十分に除去することが基本である。しかし、部材が輻輳している箇所や、複雑な形状の箇所、狭あいな箇所など、構造物の部位によっては必ずしも理想的な素地調整が行えない場合もある。このような箇所に適用しても腐食を抑制し、塗膜耐久性を確保するための機能を有する塗料が開発され、現時点で20 種類以上の製品が市販されている。メーカーによって示されている腐食抑制のメカニズムをもとに、製品のタイプを類型化し表- 2 に示した。これらのメカニズムについては、科学的な検証が必ずしも十分に行われているとは言えない場合もあることに注意が必要である。
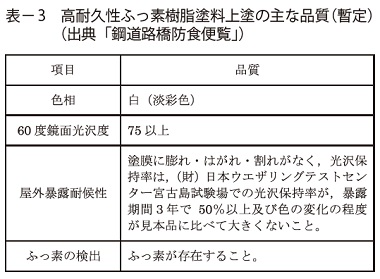
3.2.2 高耐久ふっ素樹脂塗料
現行の「鋼道路橋防食便覧」では重防食塗装系を基本としており、その上塗り塗料にはふっ素樹脂塗料が用いられている。しかしながら、ポリウレタン樹脂塗料等に比べて耐候性に優れるとされる同塗料においても、色調によっては酸化チタン顔料の光触媒作用によるものと推測される樹脂の分解反応が早期に生じ、当初の設計よりも寿命が早まる場合があることが確認された。このようなことから本州四国連絡高速道路(株)を中心に、塗料メーカーからの提案を基に、現行の塗色を前提として現行のふっ素樹脂塗料よりも耐候性に優れる高耐久性ふっ素樹脂塗料が開発された。この塗料については、宮古島や大鳴門橋暴露試験場における暴露試験結果や、瀬戸大橋で行った試験塗装結果に基づき、表- 3 に示すように「高耐久性ふっ素樹脂塗料上塗(暫定)」として塗料規格が制定されている。
3.2.3 剥離抑制塗料
鋼構造物の塗替え塗装では、手工具と動力工具(カップワイヤーブラシやディスクグラインダー等)との併用による素地調整が長年にわたり行われてきた。手工具および動力工具による素地調整では作業効率が悪いため、構造物全体にわたって錆や旧塗膜を除去し鋼材面を露出させることは行わず、不良部(錆、割れ、膨れ等)のみ除去し活膜(健全な塗膜)を残す方法が大半を占める。したがって、塗膜劣化や腐食が生じにくい部位においては、塗替え塗装を行うたびに活膜面上に新たな塗膜が塗り重ねられるため、過去に数度の塗替え塗装を行っている構造物では、既に塗膜厚が500 μ m を超えているような部位も少なくない。このように塗膜が厚膜化した場合、環境温度の変化によって層間剥離を生じるリスクが高くなるという問題があった。この問題を回避するため、最近では線膨張係数を従来塗料の半分程度に小さくすることで、温度による塗膜の寸法変化を小さくし、厚膜化による剥離のリスクを低減できる新しい塗料が開発され、市販されている。
3.3 環境負荷低減
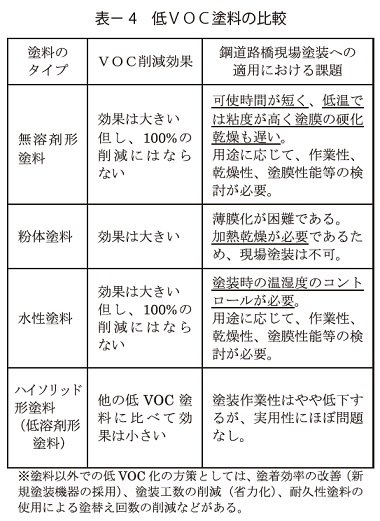
揮発性有機化合物(volatile organic compounds,VOC)は光化学オキシダントや浮遊粒子状物質の原因の一つとされており、わが国における代表的な大気汚染物質である。従来の塗料には樹脂や顔料、添加剤などを均一に溶解あるいは分散させるため、また、塗装の際に塗装作業性や乾燥性などを調整するために、多くのVOCを含む有機溶剤が使用されている。工場内塗装においては、工程や設備の改善によるVOC排出抑制策が期待できるが、鋼道路橋等の現場における塗装ではこれらの対策は困難であり、塗料に含まれるVOC量自体を大幅に削減する必要がある。このためには、VOCを主な溶剤として使用する塗料(溶剤形塗料)から、低VOC塗料への転換を図る必要がある。低VOC塗料の比較を表-4に示す。このように低VOC塗料にはいくつかあるが、鋼道路橋の現場塗装へ適用する観点から考えると、現状では水性塗料や低溶剤形塗料が現実的な選択肢になると思われる。
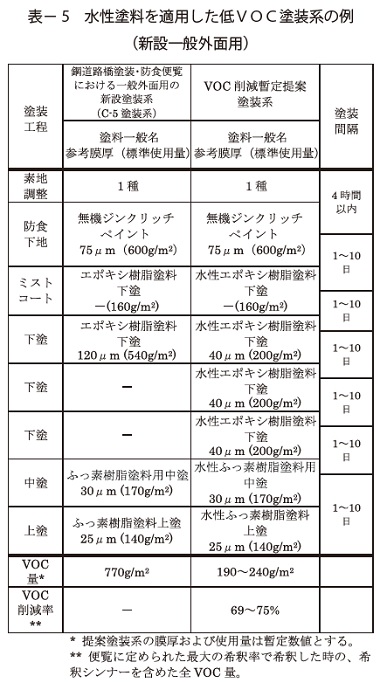
土木研究所では、塗料メーカー6 社と実施した「鋼構造物塗装のVOC 削減に関する共同研究(平成18 ~ 22 年度)」の成果に基づき、「鋼道路橋防食便覧」の新設用C-5 塗装系、同じく塗替用Rc-I 塗装系、Rc-III 塗装系それぞれに対し、水性塗料を適用した低VOC 塗装系を提案している。これによると、塗装系全体としてのVOC 量は、新設塗装系では現状の30% 程度に、塗替え塗装系では10% 程度にまで削減することが可能である(表- 5)。ただし、水性塗料は低温や高湿度環境では乾燥しにくく、また、厚膜になるとたれ易い傾向があるなど、溶剤形塗料とは異なる性状を有するため、施工環境条件の十分な把握と確実な工程管理が求められる。
3.4 効率化・省工程化
3.4.1 省工程形塗料
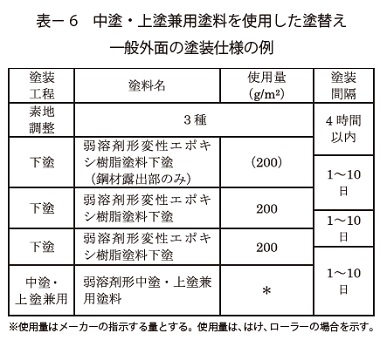
省工程形塗料は、厚膜化や傾斜機能の付与により、塗装系における一部の塗膜層を省略し、工程短縮を可能とするものである。鋼道路橋塗装では、厚膜形ふっ素樹脂塗料上塗や、厚膜形シリコン変性エポキシ樹脂中塗・上塗兼用塗料などの適用事例がある。厚膜形ふっ素樹脂塗料上塗は、顔料と溶剤の組成配合技術によって構造粘性を高めた、厚膜性に優れた上塗り塗料であり、中塗り層を省略することが可能である。一方、厚膜形シリコン変性エポキシ樹脂中塗・上塗兼用塗料は、塗膜形成時にシリコン樹脂が表面に、エポキシ樹脂が下層に配向することによって、一つの塗料で中・上塗り両方の機能が発現する塗料である。塗膜性能はふっ素樹脂塗料とエポキシ樹脂塗料の両方の特性を併せ持っており、従来のふっ素樹脂塗料に匹敵する耐水性、耐薬品性、耐候性や、エポキシ樹脂に起因する防食性を有しているのが特長である。中塗・上塗兼用塗料を使用した塗替え一般外面の塗装仕様の例を表- 6 に示す。
3.4.2 貼る塗料
鋼構造物の保護や美粧のため、塗料を塗付する代わりにシート状のフィルムやテープを貼り付ける工法が採用される事例がある。これらのフィルムやテープは、ポリ塩化ビニルやポリウレタンなどのプラスチックフィルムの基材に耐候性のある着色インクを塗付し、裏面には粘着剤を塗付して離型紙を重ね合わせ製造される。着色インクが塗料の成分とほとんど同じことから、「貼る塗料」とも言われている。最近では、粘着層に亜鉛末を配合することで、シートに犠牲陽極としての機能を持たせた製品も開発されている。
4.おわりに
老朽化が進んだ構造物が増えていく中、塗装の塗替えの現場も増えていく。その時、再劣化をいかに防ぐかが重要となる。今回紹介したものだけでなく今後開発される技術も含めよく理解して活用していくことで更なる長寿命化が図れる可能性もある。これらの新しい技術の活用が進むように、土木研究所先端材料資源研究センター(iMaRRC)でも技術情報やマニュアル等を発信していくので、HP (http://www.pwri.go.jp/team/imarrc/index.html)などで時々ご確認いただければ幸いである。
参考文献
1)国土交通省:国土交通省インフラ長寿命化計画(行動計画),国土交通省,2014.5
2)豊澤一晃ほか:レーザー光による塗膜除去装置,第14 回新機械振興賞受賞業績概要,p.33-36,2017
